Ультразвуковий рупорє одним із найглибших аспектів ультразвукової технології.Навіть МАЮЧИ КІЛЬКА РОКІВ ПРОЕКТУВАННЯ та досвіду розробки, МИ твердо віримо, що лише шляхом суворого тестування та контролю якості ми можемо виробляти найкраще зварювальна головкас.Наші інженери зварять акустичні характеристики головки та механічні характеристики ідеальної комбінації, проектують найбільш відповідну потребам клієнтів продукції,ультразвукова формає ключовим параметром, параметр амплітуди ультразвукової форми також дуже важливий на практиці!
Амплітуда цвіліконструкція параметрів: амплітуда для зварювальних матеріалів є ключовим параметром, еквівалентним температурі ферохрому, температура не досягне плавлення, занадто висока температура призведе до спалювання сировини або призведе до пошкодження конструкції та погіршення міцності.Завдяки різному вибору перетворювача амплітуда вихідного сигналу перетворювача після встановлення різного змінного співвідношення амплітуди та зварювальної головки може працювати з корекцією амплітуди зварювальної головки відповідно до вимог, зазвичай амплітуда вихідного сигналу перетворювача становить 10-20 мікрон і робоча амплітуда, як правило, близько 30 мікрон, і зміна амплітуди зварювальної головки, ніж з амплітудою і формою зварювальної головки, до і після співвідношення площ та інших факторів, форми, таких як експоненціальна зміна амплітуди, функціональний зміна амплітуди, зміна амплітуди сходового типу тощо мають великий вплив на співвідношення, співвідношення площі до та після загального співвідношення пропорційне відношенню.Якщо ви обираєте іншеапарат ультразвукового зварювання, найпростішим способом є виготовлення відповідно до частки зварювальної головки, яка може забезпечити стабільність параметра амплітуди.

Конструкція параметра частоти прес-форми:Ультразвуковий зварювальникмають центральну частоту, наприклад 20 кГц, 40 кГц тощо. Робоча частотазварювальні апаратив основному визначається механічною резонансною частотою перетворювача, підсилювача та звукового сигналу.Частота генератора регулюється відповідно до частоти механічного резонансу, щоб досягти того самого.Theзварювальна головкавиконана для роботи в резонансному стані, і кожна частина виконана як резонатор на півтори довжини хвилі.І генератор, і механічна резонансна частота мають резонансний робочий діапазон, наприклад загальне налаштування ±0,5 кГц, у межах якого зварювальний апарат може нормально працювати.Під час виготовлення кожної зварювальної головки резонансна частота буде регулюватися, а похибка між резонансною частотою та проектною частотою повинна бути менше 0,1 кГц.Наприклад, для зварювальної головки 20 кГц частота зварювальної головки буде регулюватися в межах 19,90-20,10 кГц, а похибка становить 5‰.
Конструкція вібраційного вузла форми:зварювальна головка і мастильний стрижень виконані у вигляді півхвильового резонатора з робочою частотою.У робочому стані амплітуда двох торців найбільша і напруга найменша, а вузол, еквівалентний середньому положенню, має нульову амплітуду і максимальне напруження.Загальна конструкція для фіксованого положення вузла, але зазвичай фіксоване положення товщини конструкції перевищує 3 мм, або фіксована канавка, тому фіксоване положення не повинно мати нульову амплітуду, це призведе до деяких викликів, і частина енергії втрати, для звуку зазвичай з гумовим кільцем з іншими частинами, або з звукоізоляційними матеріалами для екранування. Втрати енергії враховуються при проектуванні параметрів амплітуди матриці.
Більше 10 років продажів, налагодження машини та досвіду зварювання, знайомство з характеристиками різного обладнання та різноманітного зварювання пластику, характеристики заклепки, точна амплітуда прес-форми;Існує багато звичайних тестових зварювальних форм, які можуть надати клієнтам тестові зварювальні експерименти та дати точні результати зварювання.
За частотою:Існують похибки частоти перетворювача та мастильного стрижня кожного обладнання, а діапазон налаштування зазвичай знаходиться в межах -0,6+0,1 кГц.Тому ми виготовляємо продукцію відповідно до стандартної частоти мінус 0,25 кГц, коли замовник не вказує частоту.Наприклад, частота форми 15 кГц, яку ми виготовляємо, становить 14,75 кГц.Частота 20 кГц становить 19,75 кГц, тому можна використовувати обладнання будь-якого виробника;Ми гарантуємо, що прес-форми виготовляються багато разів з мінімальною похибкою, тож форми можна замінити без необхідності повторного налаштування частоти обладнання або лише невеликого тонкого налаштування.
Амплітуда:0,77 мкм 0,56 мкм 0,40 мкм 0,35 мкм 0,30 мкм 0,25 мкм (відповідає частоті попереднього пункту по черзі)
Про амплітуду:оскільки продуктивність кожного обладнання є нерівномірною, є хороші та погані, ми зробимо відповідну амплітуду відповідно до продуктивності обладнання, що використовується клієнтами, та матеріалу зварювального продукту;
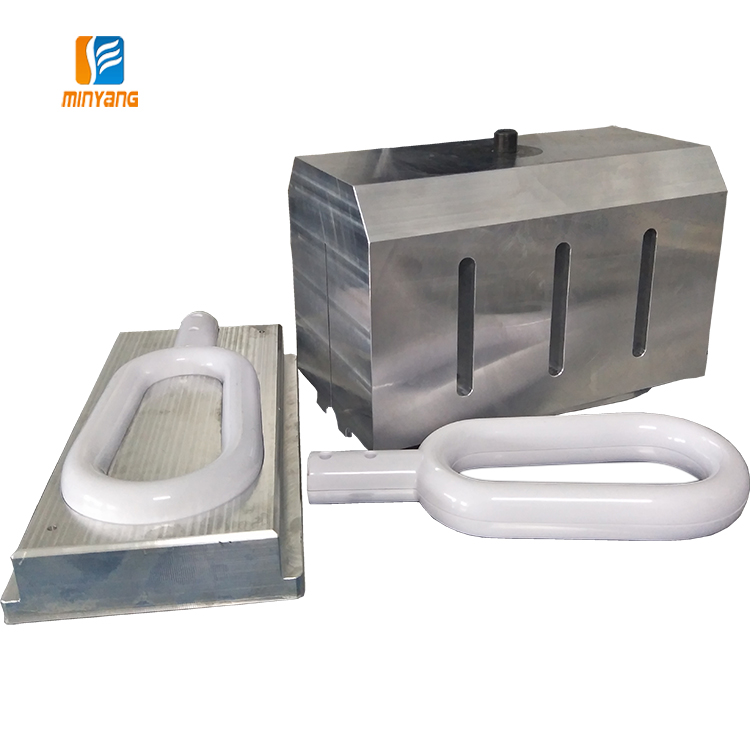
Mingyang ULTRASONIC EQUIPMENT CO., Ltd.є професійним R & D, виробництво, продаж ультразвукового обладнання/дизайну/ультразвукових форм співробітництва підприємств.Щоб підвищити якість, ми придбали 5 машин для комп’ютерного гравірування з ЧПК і скоротили цикл формування, щоб завершити проектування та виробництво зварювальної головки за відносно короткий час.Зараз на додаток до великомасштабного виробництва різних стандартних специфікацій та виробництва відповідної зварювальної головки, компанія має конструкторсько-виробничий цех зварювальної головки (HORN), де займаються виробництвом зварювальної головки багаторічні майстри.Відповідно до різних форм, різних вимог, використання матеріалів із алюмінієвих сплавів, імпортованих Сполученими Штатами, красивий зовнішній вигляд, міцний, добре сприйнятий клієнтами.
Час публікації: 06 вересня 2022 р