Для різних зварювальних об’єктів потрібні різні зварювальні рупори, незалежно від зварювання в ближньому полі або трансмісійного зварювання, лише ультразвукові рупори з половиною довжини хвилі можуть досягти максимальної амплітуди торця зварювання.Ультразвукові рупори доступні з амплітудою і без.Ультразвукові апарати для зварювання пластику виготовляють ультразвукові рупори за принципом ультразвуку.
Конструкція ультразвукової прес-форми не така проста, як її зовнішній вигляд, якщо використовувати неправильно оброблений або неналаштований зварювальний рупор, це призведе до дорогих втрат у вашому виробництві – це знищить ефект зварювання або навіть більш серйозно призведе до безпосереднього пошкодження перетворювача. або генератор.Розробка ультразвукової прес-форми вимагає багатьох спеціальних знань і навичок – як забезпечити економічну роботу зварювального рупору?Щоб переконатися, що зварювальна форма може ефективно передавати механічну вібрацію, перетворену перетворювачем, на заготовку, наші інженери повністю врахували кожну ланку.
Зварювальний рупор є дуже важливою частиною обладнання для ультразвукового зварювання пластику, і його конструкція безпосередньо залежить від якості зварювання.Зварювальне з'єднання смуги розділене на кілька рівних елементів за допомогою відповідних пазів, і кожен елемент можна розглядати як складений ступінчастий ріг.Частотне рівняння елемента зварювального з’єднання отримано методом матриці перенесення, що забезпечує теоретичну основу для проектування з’єднання пазів стрічки.

Експериментальні результати показують, що виміряна частота та проектна частота є хорошими для зварювального з’єднання стрічки, розробленого за цим рівнянням.Цей метод проектування має очевидне фізичне значення, простий розрахунок і дуже підходить для інженерного проектування.Крім того, за допомогою цього методу можна зручно розрахувати вплив кількості щілин, ширини та довжини щілин на розмір зварювальної головки, який також забезпечує теоретичну основу для оптимізації конструкції зварювального ріжка.
Ультразвукове обладнання для зварювання пластику, як правило, складається з ультразвукового джерела живлення, системи ультразвукової вібрації та механізму тиску, а система ультразвукової вібрації складається з ультразвукового перетворювача, бустера та зварювального ріжка.Ультразвуковий перетворювач і рупор, як правило, розроблені для резонансу на певній частоті, і їм не потрібно змінювати різні зварювальні частини, а зварювальний рупор має бути спеціально розроблений відповідно до форми зварювальних частин.Хороша чи погана його конструкція безпосередньо залежить від якості зварювання, тому це дуже важлива частина зварювального обладнання.
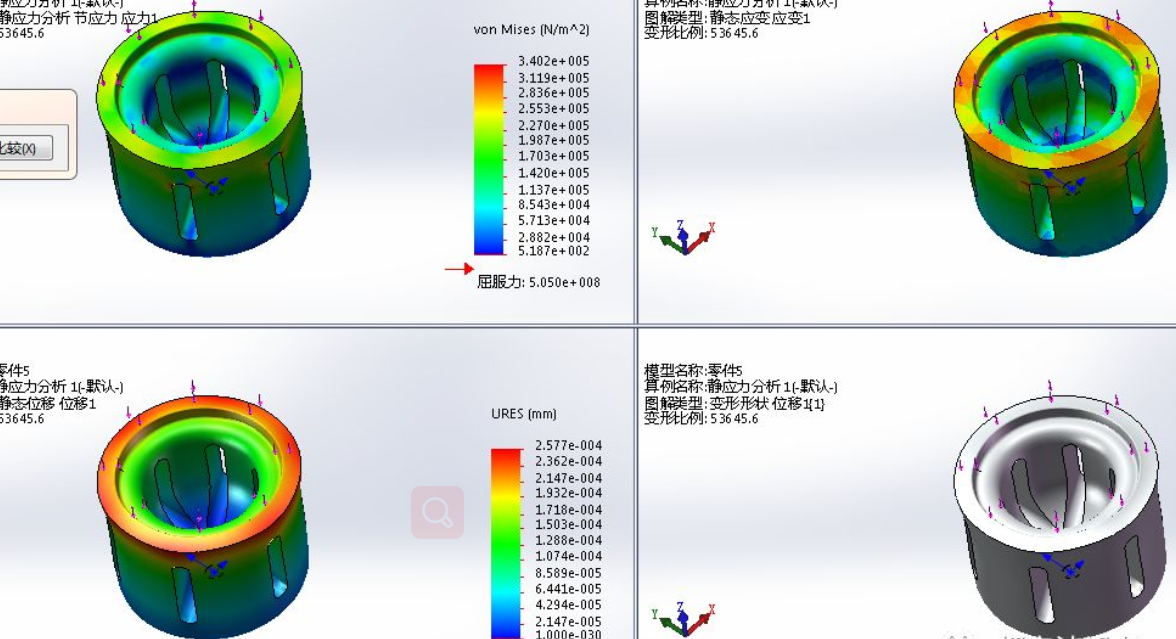
Для великих зварювальних деталей їм потрібен зварювальний рупор великого розміру, і його розмір іноді близький або перевищує одну довжину хвилі поздовжньої хвилі, тоді зварювальний рупор вироблятиме серйозну поперечну вібрацію, що призведе до нерівномірного розподілу зміщення його поверхні випромінювання.Щоб отримати задовільний розподіл амплітуди, були запропоновані деякі методи, такі як щілини, відкриття щілин, додавання додаткового еластомеру та вторинна конструкція.
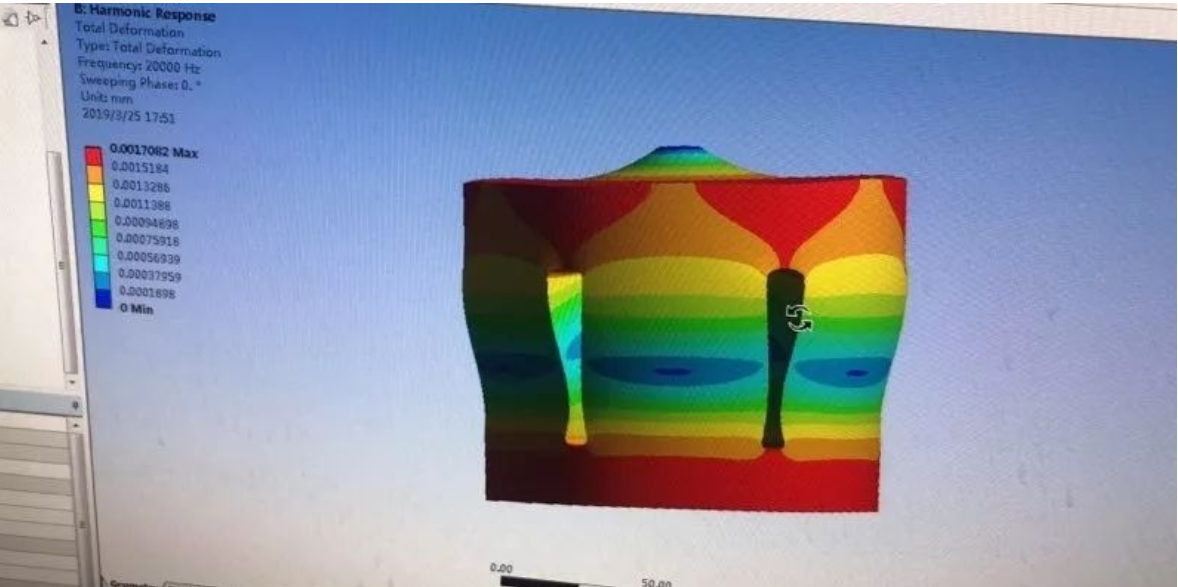
Вібрація контролюється, серед яких прорізування пазів є найбільш часто використовуваним методом імітації поперечної вібрації зварювальних з’єднань.Через складність форми важко отримати точне аналітичне рішення для щілинних зварювальних з’єднань, тому для аналізу цих проблем частіше використовуються чисельні методи розрахунку, такі як метод Ansys.Згідно з попередніми дослідженнями, чисельний метод більше підходить для подальшої оптимізації дизайну зварювальних з’єднань і не має переваги в оцінці розміру та частоти зварювальних з’єднань на початковій стадії проектування.Для забезпечення кращих результатів оптимізації дуже важливо оцінити розмір конструкції, який може приблизно відповідати проектним вимогам, тому практичне значення має вивчення теорії проектування великогабаритних зварних з’єднань з конфігурацією канавок.

Роздільна канавка після аналізу вібрації головки зварювальної смуги, зварювальну головку можна розділити на корпус кінцевої одиниці та середню одиничну комірку, використовуючи метод уявної еластичності та метод еквівалентних ліній передачі, довжину чотирьох різних одиниць наведено відповідно та напрямок рівняння частоти високого ступеня, рівняння частоти можна використовувати для розробки довгої зварювальної головки, але процес проектування є складним. Вибір деяких параметрів залежить від досвіду та не зручний для інженерного застосування.У цій статті зварювальний з’єднання смуги розділено на кілька рівних елементів за допомогою розумного прорізування, а частотне рівняння елемента зварювального з’єднання отримано методом матриці переносу, що забезпечує теоретичну основу для проектування зварювального з’єднання смуги.Конструкція має простий теоретичний розрахунок і очевидне фізичне значення, що забезпечує простий і можливий метод для інженерного проектування зварювального з'єднання стрічки.
Час публікації: 16 березня 2022 р