В останніх новинах запропоновано та експериментально перевірено метод конструювання великогабаритної смуги ультразвукового зварювання пластмас щілинним з’єднанням.По-перше, рупор для зварювання стрічки розумно розділити на кілька одиниць, щоб конструкція ріжка для зварювання щілинами зі складною конструкцією трансформувалася в конструкцію простого вузла зварювального ріжка.Потім шарнірний елемент порівнюється з півхвильовим осцилятором рівного перетину з урахуванням вібрації зв'язку.Частотне рівняння з'єднання отримано з використанням поняття еквівалентного механічного опору.
Нарешті, за допомогою рівняння досліджено вплив кількості щілин, ширини та довжини щілин на вібраційні характеристики зварювальних з’єднань.Відповідно до цього методу було сконструйовано та виточено декілька груп канавок великого розміру.Результати експерименту показують, що виміряні та теоретичні значення резонансної частоти зварних з’єднань добре узгоджуються.
Як показано на малюнку нижче.Довжина, ширина і товщина зварювального ріжка L, B і T відповідно.Припустимо, що вісь z є напрямком збудження перетворювача.На робочій частоті прямокутне зварювальне з’єднання вироблятиме поздовжню вібрацію першого порядку в напрямку Z.Для смугових зварювальних з’єднань L≥2T, B і L можна порівняти, тому поперечну вібрацію зварювальних з’єднань у напрямку X можна ігнорувати.
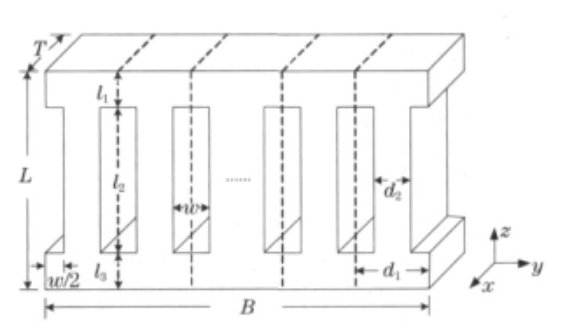
Оскільки поперечна вібрація в напрямку y має великий вплив на поздовжню вібрацію, її зазвичай імітують за допомогою різання.Зварювальний рупор розділений на (n+1) одиниць шляхом рівномірного відкриття n пазів у напрямку Y.Ширина та довжина кожного паза дорівнюють відповідно W та L2, і прорізи відокремлені від вхідного та вихідного кінців зварювального ріжка l1 та L3 відповідно.Щоб переконатися, що кожен блок повністю рівний, пази шириною W /2 повинні бути відкриті на обох кінцях поперечного зварювального ріжка.Таким чином, кожен вузол зварювальної форми являє собою складний трапецієподібний рупор прямокутного перетину.Припускаючи, що ширина на обох кінцях і в середині кожного блоку дорівнює D1 і D2, це видно з наведеного вище: L= L1 + L2 +L3
Завдяки однаковому малюнку між елементами вихідна амплітуда зварного шва також буде вібрувати візерунок, і в поєднанні ультразвуковий рупор також матиме цей малюнок, так що конструкція ультразвукової прес-форми буде спрощена до конструкції будь-якої елемент.Крім того, він відносно рівномірний.Для того, щоб ефективно придушити поперечну вібрацію та забезпечити фіксовану жорсткість зварювального ріжка, ширина зварювального ріжка, розділена на паз, зазвичай дорівнює!/ 8 ~!/ 4 (! Є довжиною хвилі повздовжньої моди коливань першого порядку зварювального ріжка), а ідеальна ширина щілини становить приблизно!/ 25 ~!/20[7], число канавок зварювальних з'єднань можна визначити відповідно до наведених вище критеріїв.Тому що ширина зварювального ріжка в основному не перевищує!PI /4, тому його можна приблизно проаналізувати за допомогою одновимірної теорії.Будь-який зварювальний вузол у блоці 1 можна розглядати як такий, що складається з трьох прямокутних стержнів рівного перетину.
Для зварювального ріжка обрано алюмінієвий сплав 7075 (модуль Юнга Е=7,17*1010Н/М2 густина ρ=2820кг/м3, коефіцієнт Пуассона V=0,34).Рівняння (1) ~ (3) і (6) були використані для розрахунку кількості n, довжини L2 і ширини W різних прорізів.Коли резонансна довжина L рупорного зварювання смуги змінюється разом із шириною B, резонансна довжина L рупорного зварювання смуги змінюється разом із шириною B. Розрахована резонансна частота f=20 кГц, L1=L3 для простоти.Коли довжина та ширина щілини постійні, резонансна довжина змінюється разом із шириною зварювального рогу, коли номер щілини інший.L2 =60мм, W =10мм.Як видно з фіг.2, для зварювального рупору з щілинами, показаного на ФІГ.1, резонансна довжина першого порядку менша, ніж довжина зварювального рупора без щілин, розрахована відповідно до одновимірної теорії (126 мм), а резонансна довжина зварювального рупора збільшується зі збільшенням ширини зварювального рупора, але збільшення поступово зменшується.Крім того, коли резонансна частота і ширина зварного шва постійні, резонансна довжина зварного шва зменшується зі збільшенням номера щілини.
Крім того, три зварних з’єднання різної товщини були оброблені алюмінієвим сплавом 7075 (той самий матеріал, що й вище).Надано товщину T цих трьох зварних з’єднань і виміряну частоту гармонічної вібрації FM.Коли товщина зварювального ріжка становить менше чверті довжини хвилі (тут 63 мм), відхилення між виміряною частотою та розрахунковою частотою становить менше 2%, що може відповідати вимогам інженерних застосувань.
Ультразвукове зварювання пластику довгої смуги було розумно розділено на кілька рівних елементів, а частотне рівняння елемента з’єднання було виведено методом матриці переносу.Якщо ширина, кількість і розмір прорізу відомі, рівняння можна використовувати для зручного проектування з’єднання смуг, забезпечуючи таким чином теоретичну основу для проектування з’єднання смуг.У цьому документі також на прикладах аналізується вплив кількості щілин, ширини та довжини щілин на розмір зварювального з’єднання.Видно, що цей метод також має певний вплив на оптимізаційну конструкцію зварювального з’єднання

Розділена канавка після аналізу вібрації рупорного зварювального рупору, зварювальний рупор можна розділити на корпус кінцевого блоку та середню одиничну комірку, використовуючи метод уявної еластичності та ефект лінії передачі, довжина чотирьох різних одиниць надається відповідно та напрямок рівняння частоти з високим ступенем, рівняння частоти можна використовувати для розробки довгого зварювального рупору, але процес проектування є складним. Вибір деяких параметрів залежить від досвіду та не зручний для інженерного застосування.У цій статті зварювальний з’єднання смуги розділено на кілька рівних елементів за допомогою розумного прорізування, а частотне рівняння елемента зварювального з’єднання отримано методом матриці переносу, що забезпечує теоретичну основу для проектування зварювального з’єднання смуги.Конструкція має простий теоретичний розрахунок і очевидне фізичне значення, що забезпечує простий і легкий метод інженерного проектування стрічки
зварювальне з'єднання.

Час публікації: 17 березня 2022 р